Polyurethane Athletics Track The Polyurethane Athletics Track, synthetic coating, must be made in accordance with the norms of the German Standards Organization DIN and the International Association of Athletics Federations (IAAF) and the International Association of Athletics Federations (IAAF), which set the technical standards of the European Union. Athletics tracks with polyurethane floors, which are suitable floors for professional organizations, allow competitions to be held in all weather conditions. Therefore, they can host sporting events as outdoor athletics tracks, which can be used in all seasons.
The Polyurethane Athletics Track, synthetic coating, must be made in accordance with the norms of the German Standards Organization DIN and the International Association of Athletics Federations (IAAF) and the International Association of Athletics Federations (IAAF), which set the technical standards of the European Union.
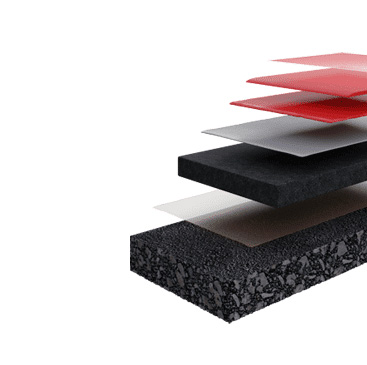
Polyurethane Athletics Track and Field – Both engineering and sporting standards are taken into consideration in the construction of track and field tracks. PU athletics tracks, according to DIN and IAAF standards 13 mm on the polyurethane layer, EPDM granule bed with 4 mm polyurethane coating in total 17 mm. thickness with compact system.